HDPE瓶體發(fā)暗主要是由于HDPE材料分解和結(jié)晶度較高引起的。當HDPE處于無定型狀態(tài)時,它是半透明的。在80-250℃之間,HDPE材料將產(chǎn)生結(jié)晶,在180℃左右結(jié)晶速度最大;結(jié)晶同粘度也有關(guān)系,粘度越小,高分子鏈段重排阻力小,結(jié)晶越容易;同時結(jié)晶程度還與在結(jié)晶溫度區(qū)停留時間有關(guān),時間越長,結(jié)晶度越大;對厚壁瓶坯,中心部位散熱慢,易結(jié)晶;瓶體結(jié)晶度高于40%時,瓶子發(fā)暗。

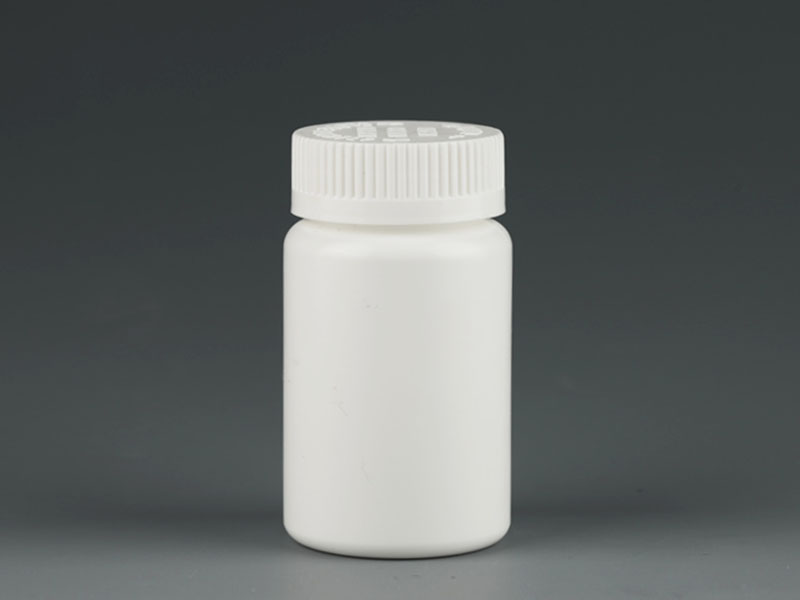
口服固體HDPE藥用塑料瓶
從生產(chǎn)工藝來看,在HDPE瓶坯的注塑過程和瓶坯的再加熱拉伸吹塑過程中都有增加結(jié)晶度的可能性。從實際經(jīng)驗來看,對整個生產(chǎn)流程而言更加有利,也比較好控制,所以應(yīng)該加強瓶坯注塑模的冷卻能力。
通常的做法是降冷卻水的壓力增加到0.5MPa以上,冷卻水的溫度降低到10℃以下。對兩步法的再加熱過程,應(yīng)該盡可能地縮短加熱時間,降低加熱溫度。對用兩步法生產(chǎn)熱灌裝來說,它的熱定型過程是調(diào)節(jié)結(jié)晶度和松弛無定型部分的取向過程,可適當提高定性溫度來縮短定型時間,以提高透光率。另外在烘料時降溫度控制在150-160℃間,時間控制在5-6h為宜。

 冀公網(wǎng)安備 13010802000997號
冀公網(wǎng)安備 13010802000997號 微信掃一掃
微信掃一掃