藥用塑料瓶注吹與擠吹工藝的兩種工藝方法的區(qū)別在于:注射成型中,用來(lái)成型塑料瓶體的模具要包括陽(yáng)模與陰模。由注射機(jī)高壓下把塑料熔體注入模具型腔內(nèi),打開模腔時(shí),陽(yáng)模必須從陰模內(nèi)移開,以頂出瓶體。而在擠出吹塑中,要采用擠出機(jī)頭來(lái)成型型坯。吹塑模具:主要由兩半陰模構(gòu)成,一般不需陽(yáng)模,用注入的壓縮空氣吹脹型坯。注吹與擠吹相比,擠出吹塑的特點(diǎn)為:

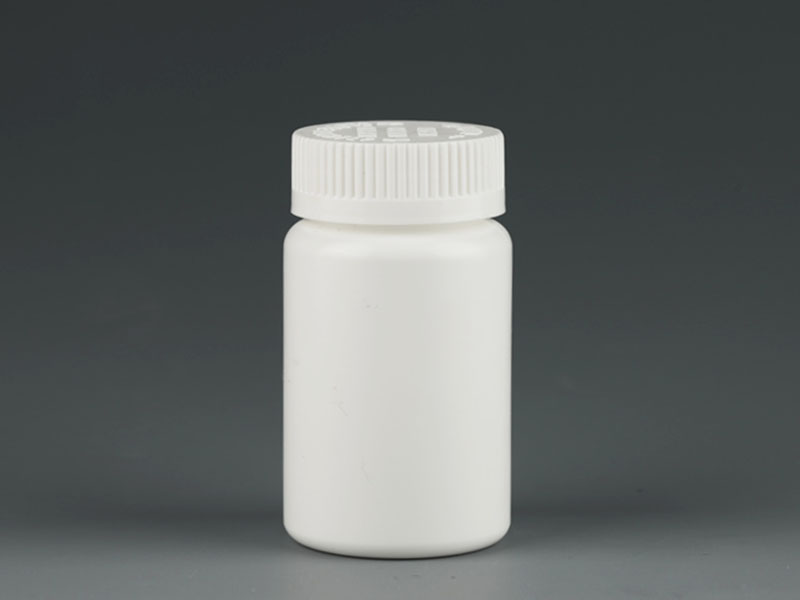
注吹藥用塑料HDPE瓶Z006-85ml
1. 吹塑機(jī)械(尤其是吹塑模具)的造價(jià)較低,例如成型相同的產(chǎn)品時(shí),吹塑機(jī)械的造價(jià)約為注塑機(jī)械的三分之一或二分之一,產(chǎn)品的生產(chǎn)成本也較低。
2. 吹塑中,型坯是在較低壓力下通過(guò)擠出機(jī)頭成型并在低壓下吹脹,因而產(chǎn)品的殘余應(yīng)力較小,耐拉伸、沖擊、彎曲與環(huán)境等各種應(yīng)變的性能較高,具流道與澆口,這會(huì)導(dǎo)致不勻稱的應(yīng)力分布。
3. 吹塑級(jí)塑料(HDPE)的分子量比注塑機(jī)塑料的高得多。這樣吹塑產(chǎn)品具有較高的沖擊韌性與很高的耐環(huán)境應(yīng)力開裂性能,這對(duì)生產(chǎn)大容量的藥用塑料瓶是十分有利的
4. 由于吹塑模具僅由陰模構(gòu)成,故通過(guò)簡(jiǎn)單地調(diào)節(jié)機(jī)頭模口間隙或擠出條件即可改變瓶體的壁厚,這對(duì)預(yù)先無(wú)法準(zhǔn)確計(jì)算所需壁厚的產(chǎn)品是很很有利的。二隊(duì)注射成型,需要改變產(chǎn)品壁厚的費(fèi)用要高得多。
5. 吹塑可成型壁厚很薄的產(chǎn)品,這樣的產(chǎn)品無(wú)法由注射方法來(lái)成型
6. 吹塑可成型形狀復(fù)雜、不規(guī)則且為整體式的產(chǎn)品,采用注射吹塑成型時(shí),要先生產(chǎn)除兩件或多件后,通過(guò)搭扣配合,溶劑粘合或超聲波焊接等組合在一起。

 冀公網(wǎng)安備 13010802000997號(hào)
冀公網(wǎng)安備 13010802000997號(hào) 微信掃一掃
微信掃一掃