注塑工藝是藥用塑料瓶生產(chǎn)過(guò)程中常用的加工工藝,也是比較成熟的一種工藝。它不僅可以用于瓶子的加工,也是藥用瓶蓋的主要生產(chǎn)工藝。

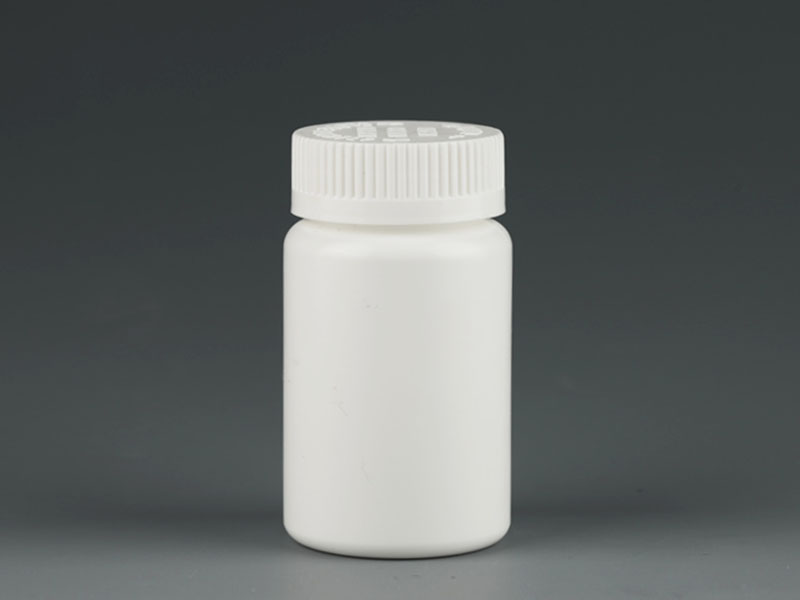
藥用瓶蓋是藥品包裝的重要組成部分,一般由聚丙烯或聚乙烯原料加工而成。其生產(chǎn)流程如下:
1、塑化:在料筒內(nèi)將粒狀塑料加熱熔融呈粘流狀態(tài)溶體;
2、注射充模:螺桿快速推進(jìn),將塑料溶體注入模腔,直至充滿模腔;
3、保壓補(bǔ)縮:溶體因冷卻而收縮,但由于螺桿過(guò)程繼續(xù)緩慢前移,使料筒內(nèi)的溶體繼續(xù)注入型腔,以補(bǔ)充收縮的需要;

4、澆口凍結(jié)后的冷卻:交口處的塑料完全被凍結(jié)開(kāi)始直至制品從模腔中被頂出,模腔中的塑料在這一階段中仍具有溫度、壓力、體積的變化。在藥用瓶蓋脫模時(shí),模腔內(nèi)的壓力不一定等于外界的壓力,其中模腔內(nèi)壓力與外界壓力差為殘余壓力。當(dāng)殘余壓力為正值時(shí),脫模較為困難,制品容易被刮傷或破裂。為負(fù)值時(shí),制品表面出現(xiàn)凹陷或制品內(nèi)部真空泡。

藥用瓶蓋經(jīng)過(guò)以上的成型流程后,還要進(jìn)行再冷卻、殺菌處理,在常溫下靜置24小時(shí)后可以消除內(nèi)應(yīng)力,提高產(chǎn)品的性能。

 冀公網(wǎng)安備 13010802000997號(hào)
冀公網(wǎng)安備 13010802000997號(hào) 微信掃一掃
微信掃一掃